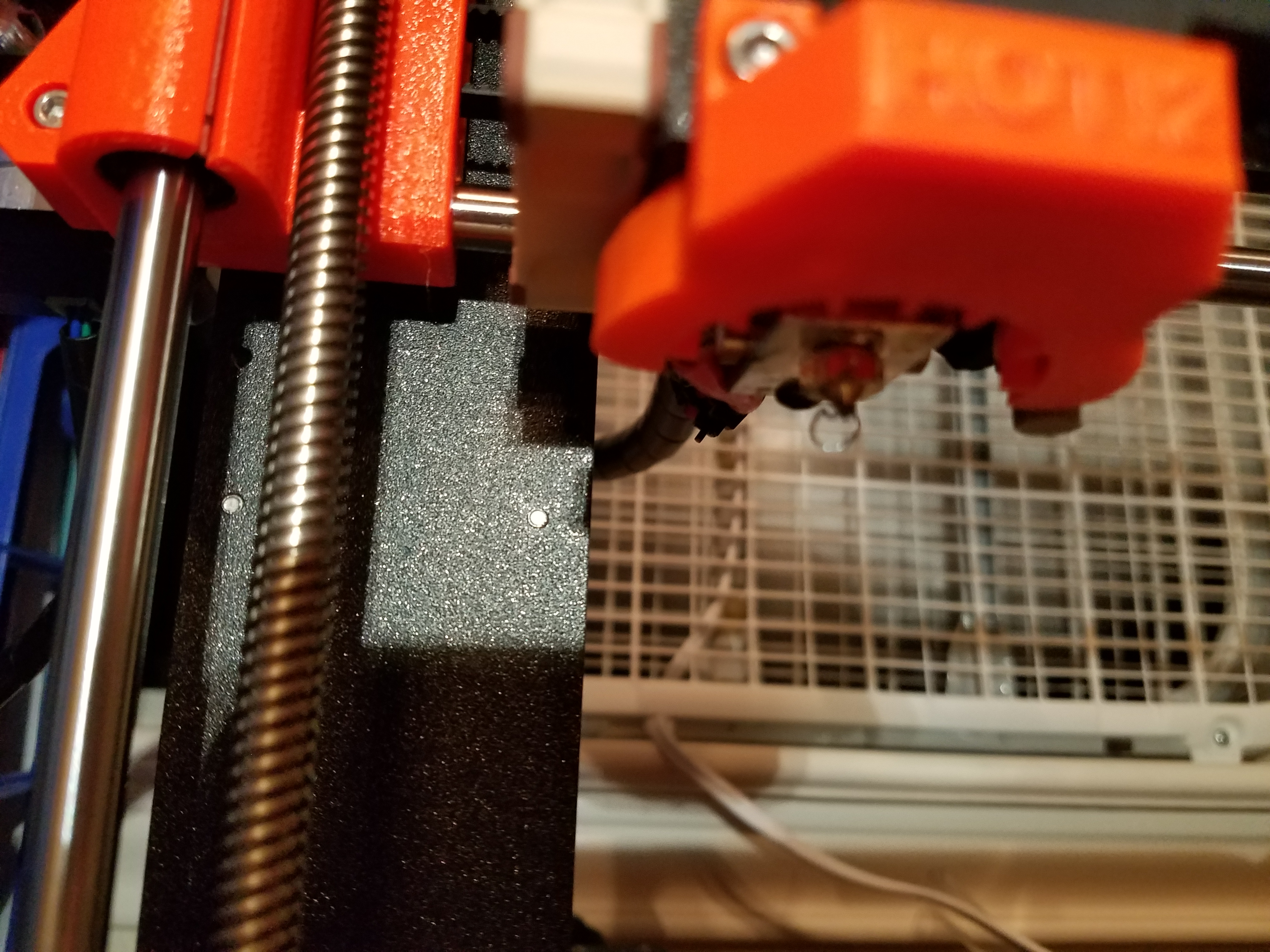
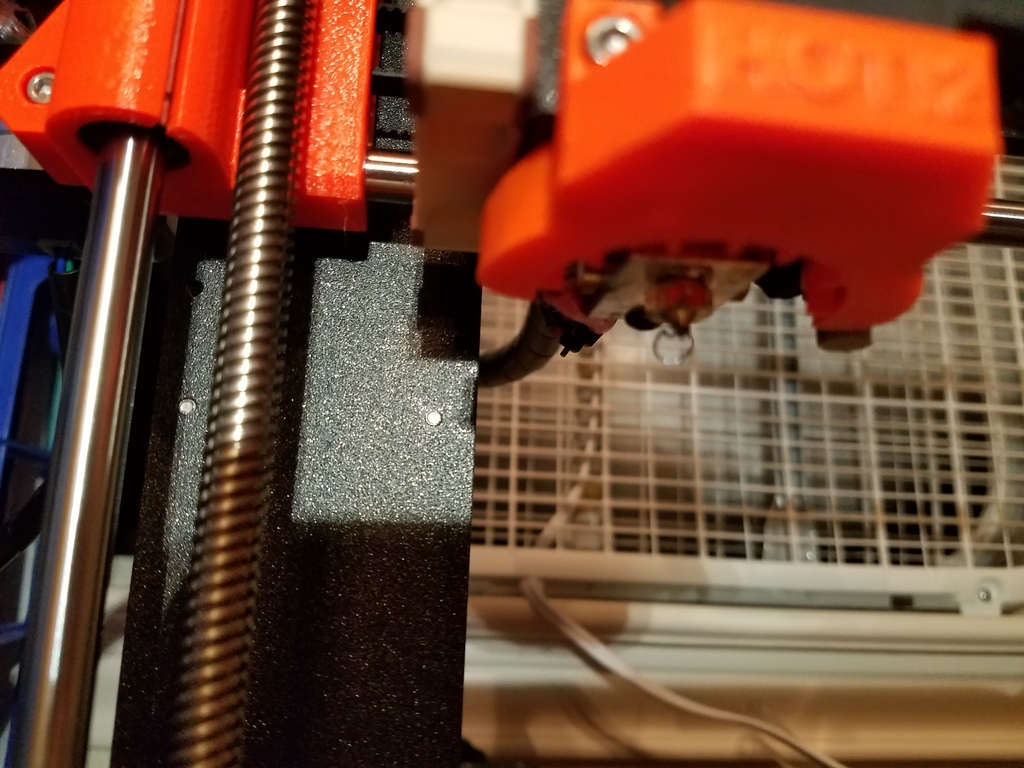
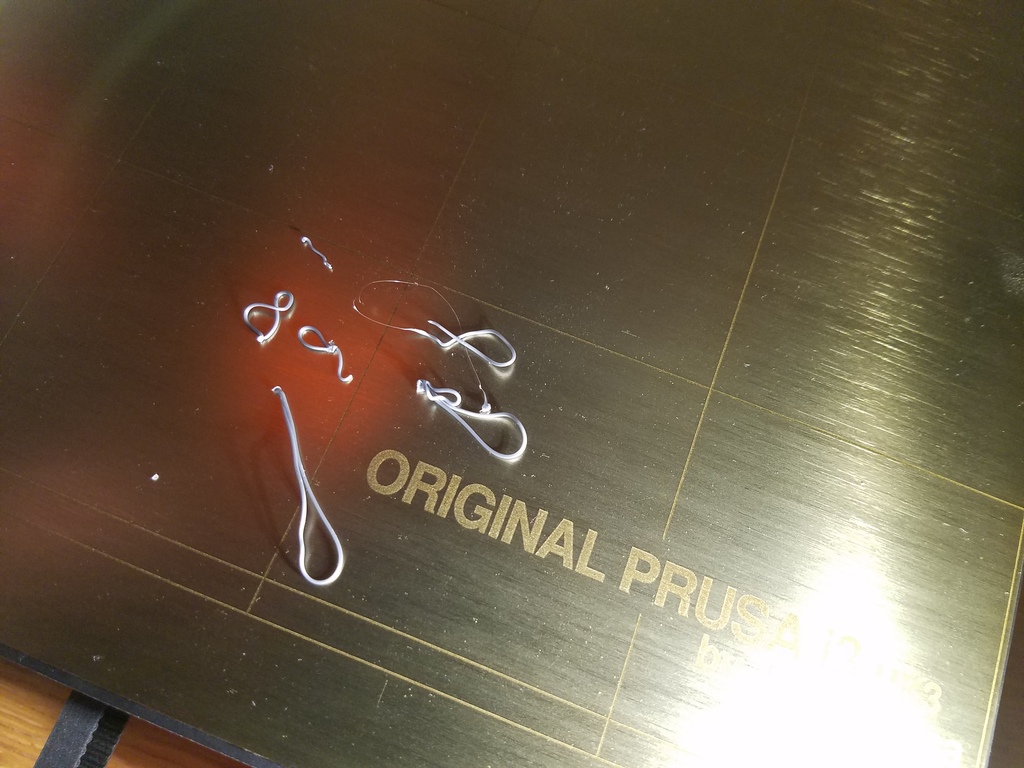
The primary problem, subtle as it is, is filament "wrongly" oozing from the nozzle during preheat and mesh bed leveling. There always used to be some oozing during preheat, a centimeter or two. But it hung down straight and NEVER oozed more during mesh bed leveling. Now the ooz curls back to the nozzle and gets smashed into the nozzle by the mesh bed leveling as more oozes between points. The ooz is so severe that about one quarter of the extruder "lead in" is air. Presumably because so much already oozed out.
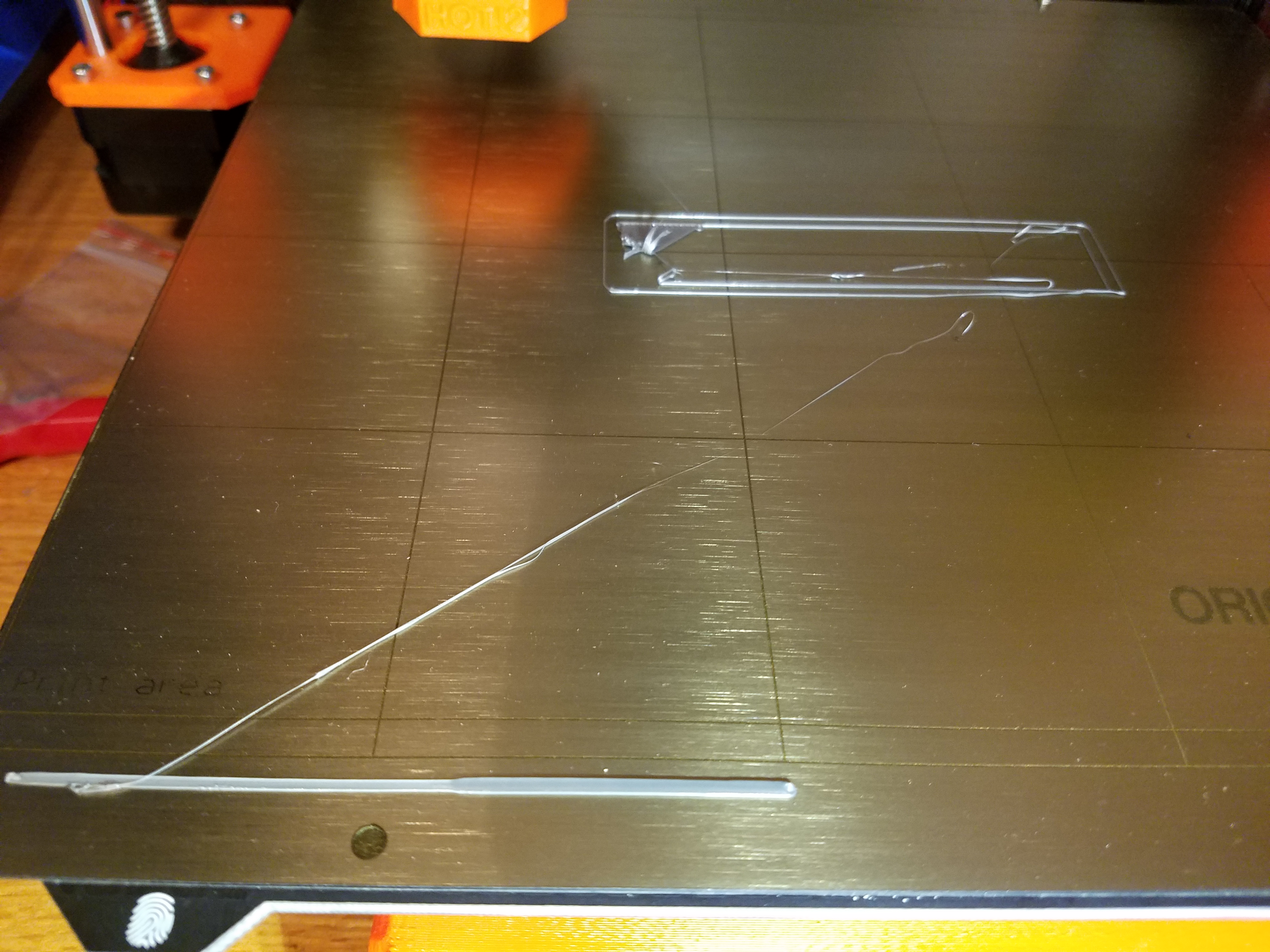
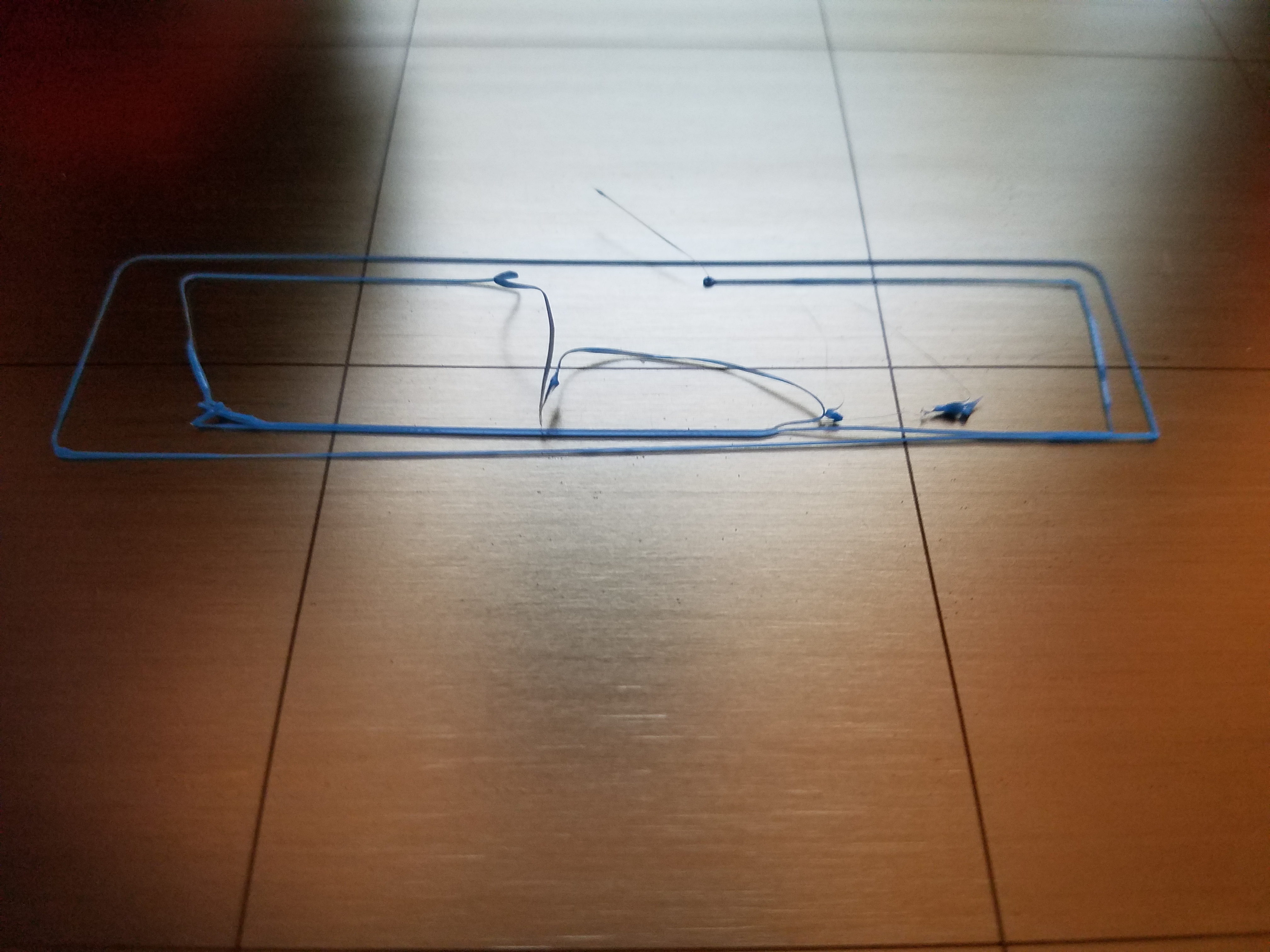
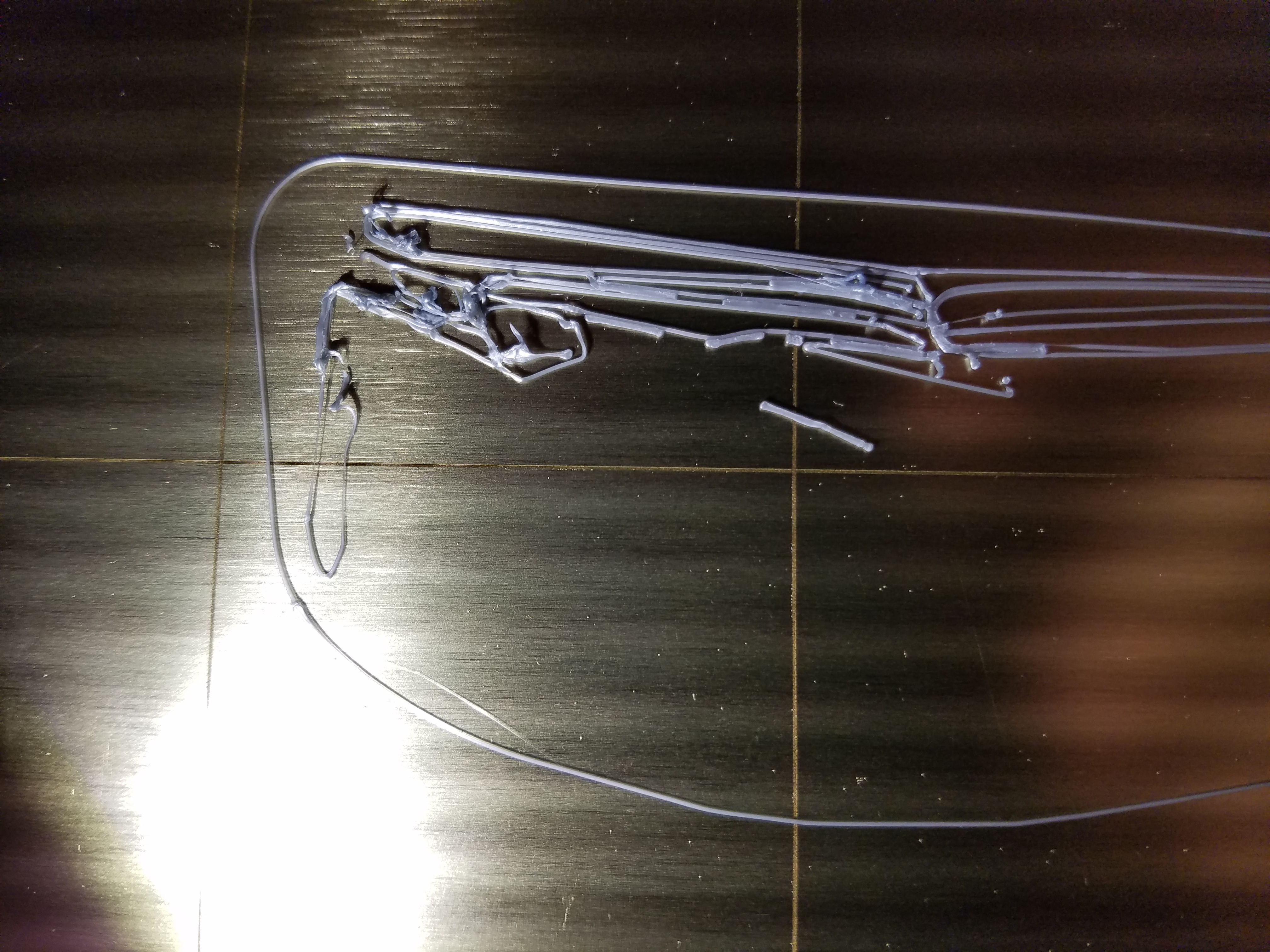
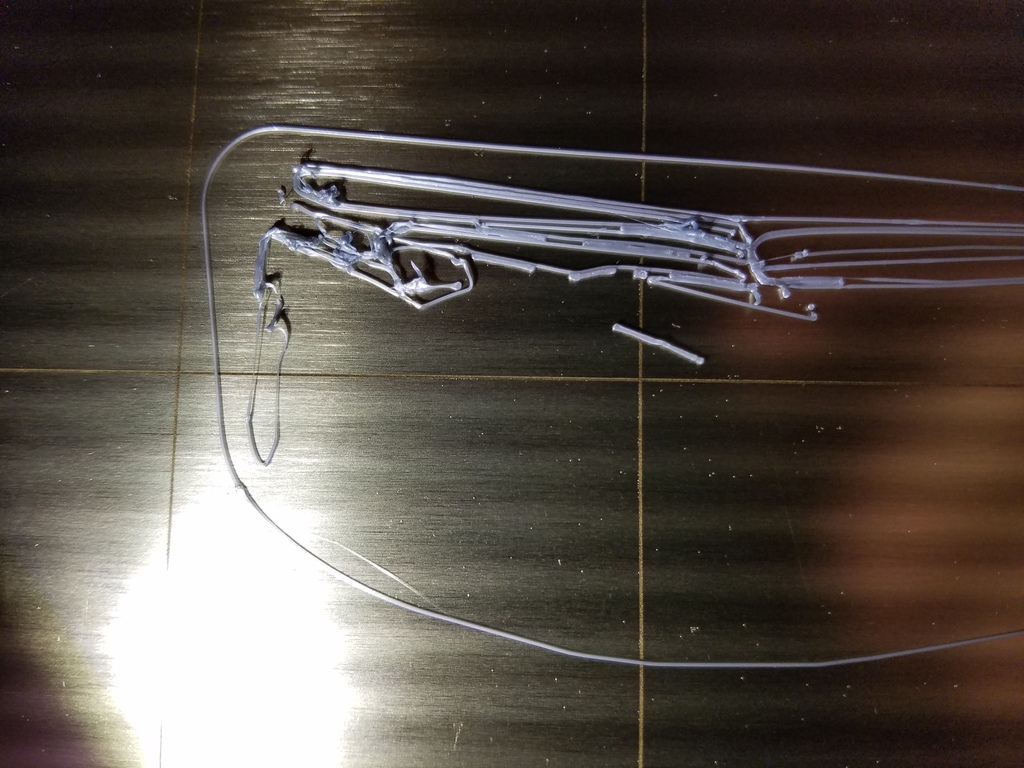
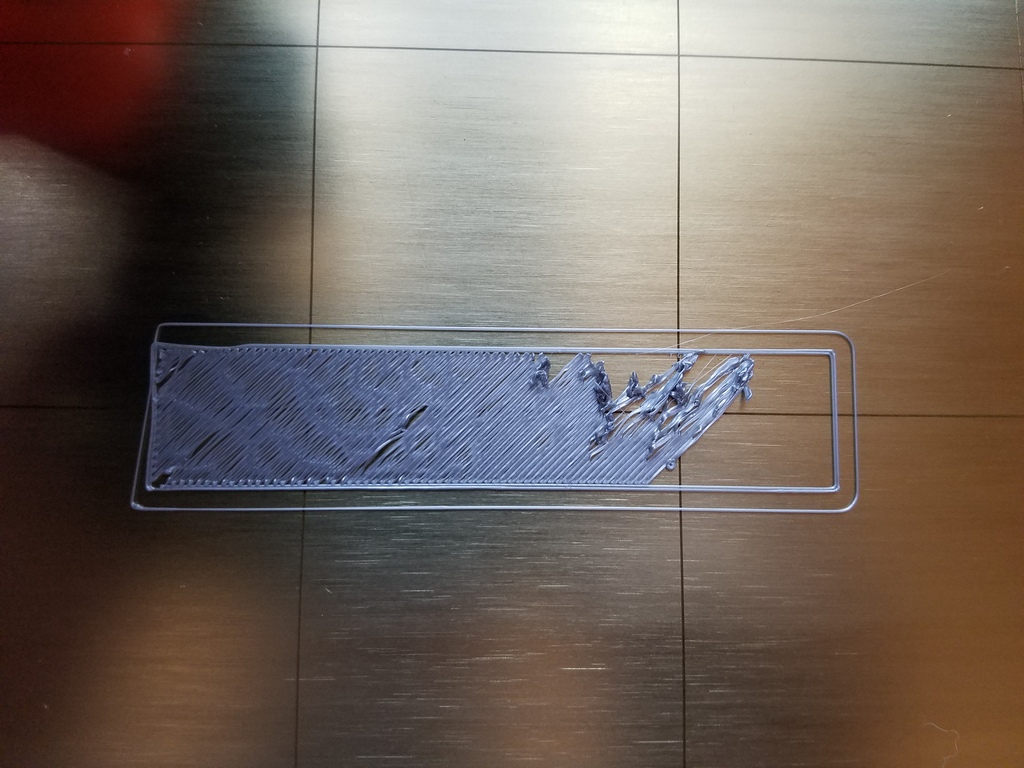
The secondary problem is blatantly obvious, the first layer is horribly unprintable. Some doesn't stick, some is pulled out of place. Some is remelted and shredded up as the nozzle passes back over. But no "first layer fixes" seem to help, primarily because they don't address the root problem.
I'd hope that the problem was inner bits of filament (some rumors say it's a problem because of the tight curve). But even shiny new filament direct from Prusa didn't help.
After a bumpy start (see Prusa PINDA Problems and Prusa Y Shift Problems ) I had near perfect success with my MK3 for, oh, three quarters of a 1KG spool if the Prusa silver PLA that ships with the pinter.
Then for the last quarter of the spool it slowly went all to hell.
I didn't really realize there was a growing problem. There were just minor errors, usually on the first layer, here and there, now and again. A tiny gap on one print. A spot sticking up on another. A little piece correctly laid down and then pulled up up a bit later on another. But nothing that the next layer or two couldn't correct. Well, not correct. Hide, really.
There didn't seem to be a pattern. I was printing several copies of the same thing and some had defects while others didn't. When there were defects it was never in the same place twice. And rarely anything significant. Just minor blemishes. But it slowly got worse and more frequent.
Then the errors got so bad I had to scrap a few first layers to get a good print. Annoying but not catastrophic, just stop the print and start it over. And I hadn't quite caught on.
I muddled through till there wasn't enough filament left to print anything else. Then I waited a couple of days for the the spools of filament I'd already ordered from Prusa to arrive.
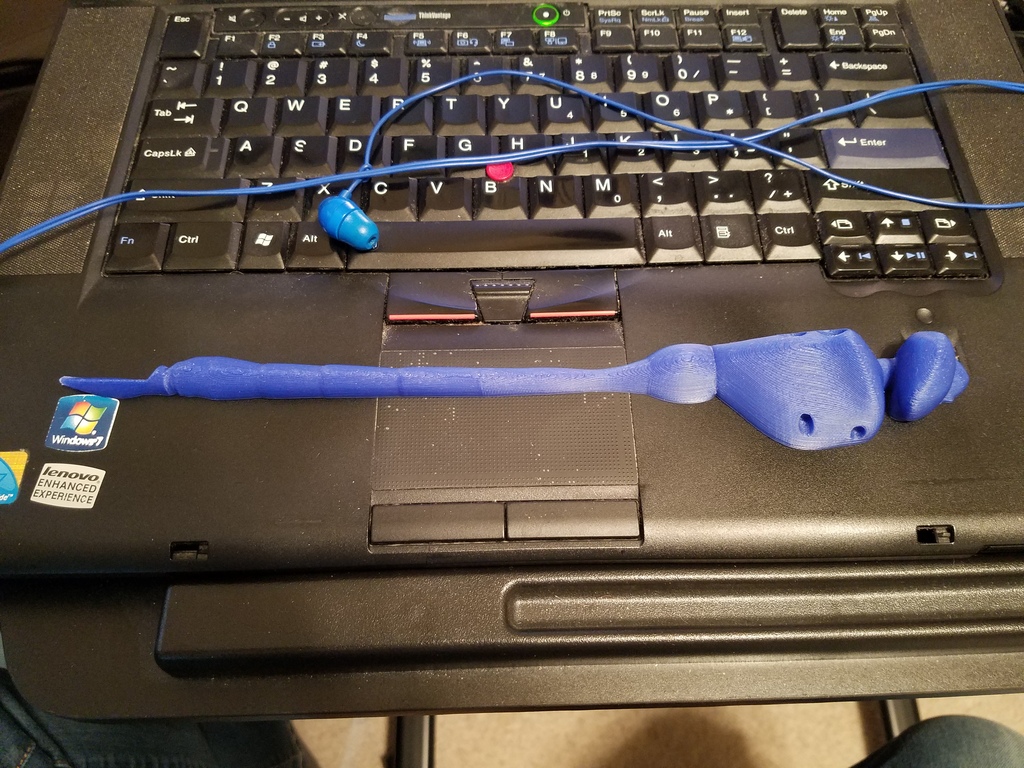
When the new filament arrived I decided to test the printer's recovery from running out of filament with the dregs or my original spool. So I started a dragonfly print which failed miserably on the first layer, which I scrapped. The second attempt also had a flawed first layer but "good enough" so I let it run. After 5 or 6 layers later it ran out of filament, as expected. And then, instead of asking for more filament, it started printing air. It seems that the latest firmware disables the much touted "Optical filament flow sensor with filament presence and movement detection" because of too frequent false detections. Woops.
So rather than use more of the (new) silver filament in to finish the (now ruined) print, as planned, I dropped in some blue PLA and started the print over in the intended color. Again it took a couple of bad first layers to get a good (or good enough) one but then the print finished just fine.
When I went to print the other side, though, try after try, after try just failed. I just couldn't get even a "good enough" first layer. Something like 9 tries later I started back tracking and trouble shooting but still can't get a good first layer on ANY print. Even, as it turns out, for simple prints with the original Prusa MK3_PLA_PRUSA_200um_19M.gocde file and Prusa Silver PLA that had always worked so well at the start.
Printing this dragonfly was both my first go at anything other than the original Prusa Silver PLA and my first go at using Prusa's version of slic3r rather than the more basic Prusa Control. So first I fiddled with settings in slic3r assuming I'd done something wrong. I fiddled with temperatures and print speeds and whatnot but nothing worked.
Then I backed up to print tried-and-true MK3_PLA_PRUSA_200um_19M.gocde in blue with the new filament. Which failed. So I assumed I had the culprit, the filament.
So I switched to another new filament and tried printing a smaller part, the wing of the dragonfly. And again I was met with consistent failure.
Certain the problem must be the new filaments I switched back to tried and true Prusa silver PLA. First I tried to print a wing (again, rendered from Prusa's slic3r) with no success. So I backed all the way up to MK3_PLA_PRUSA_200um_19M.gocde in sliver. Where I again met failure. That's when I knew I had a real problem. And when all the minor but growing print problems started looking like an ominous pattern.
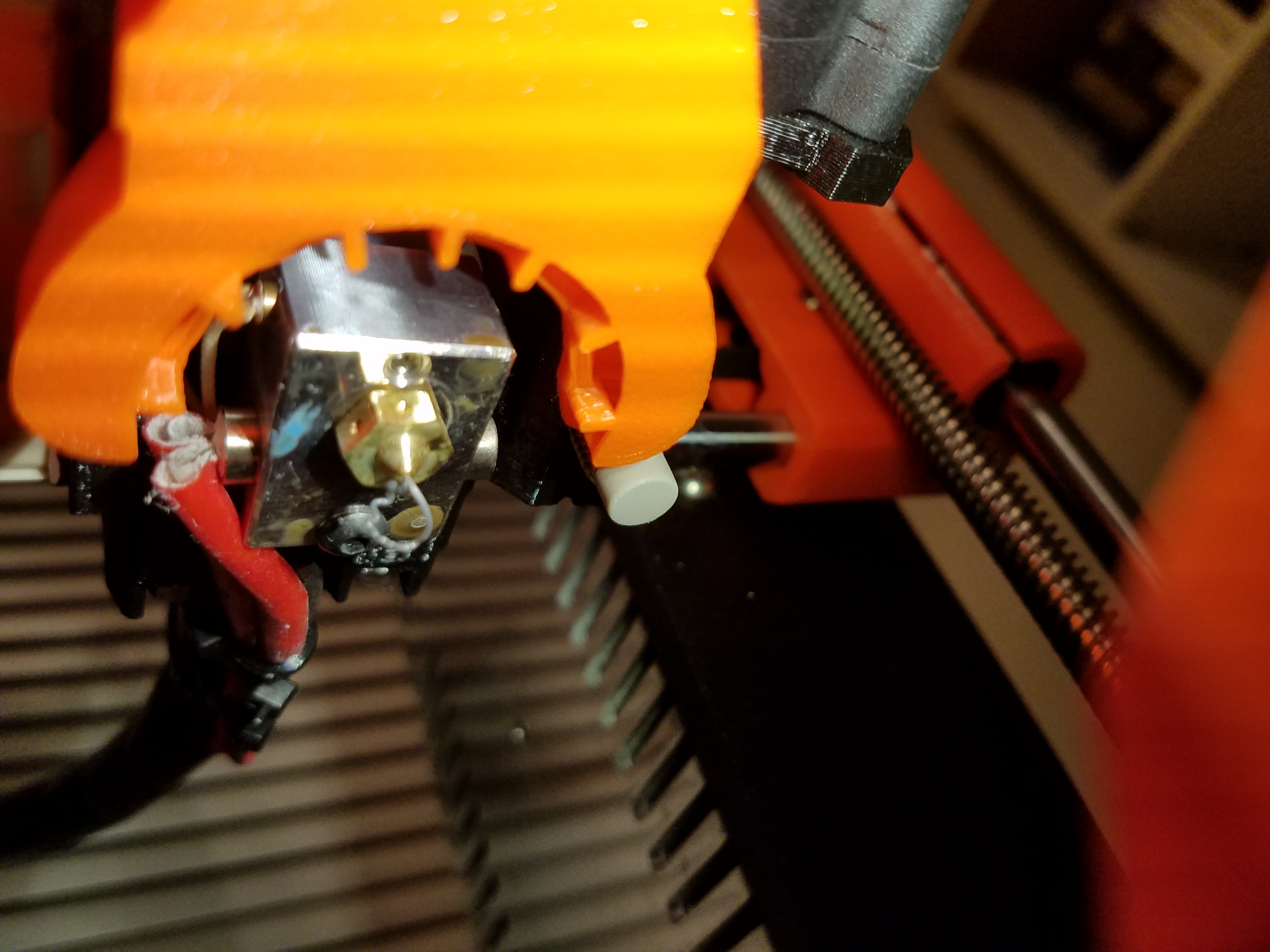
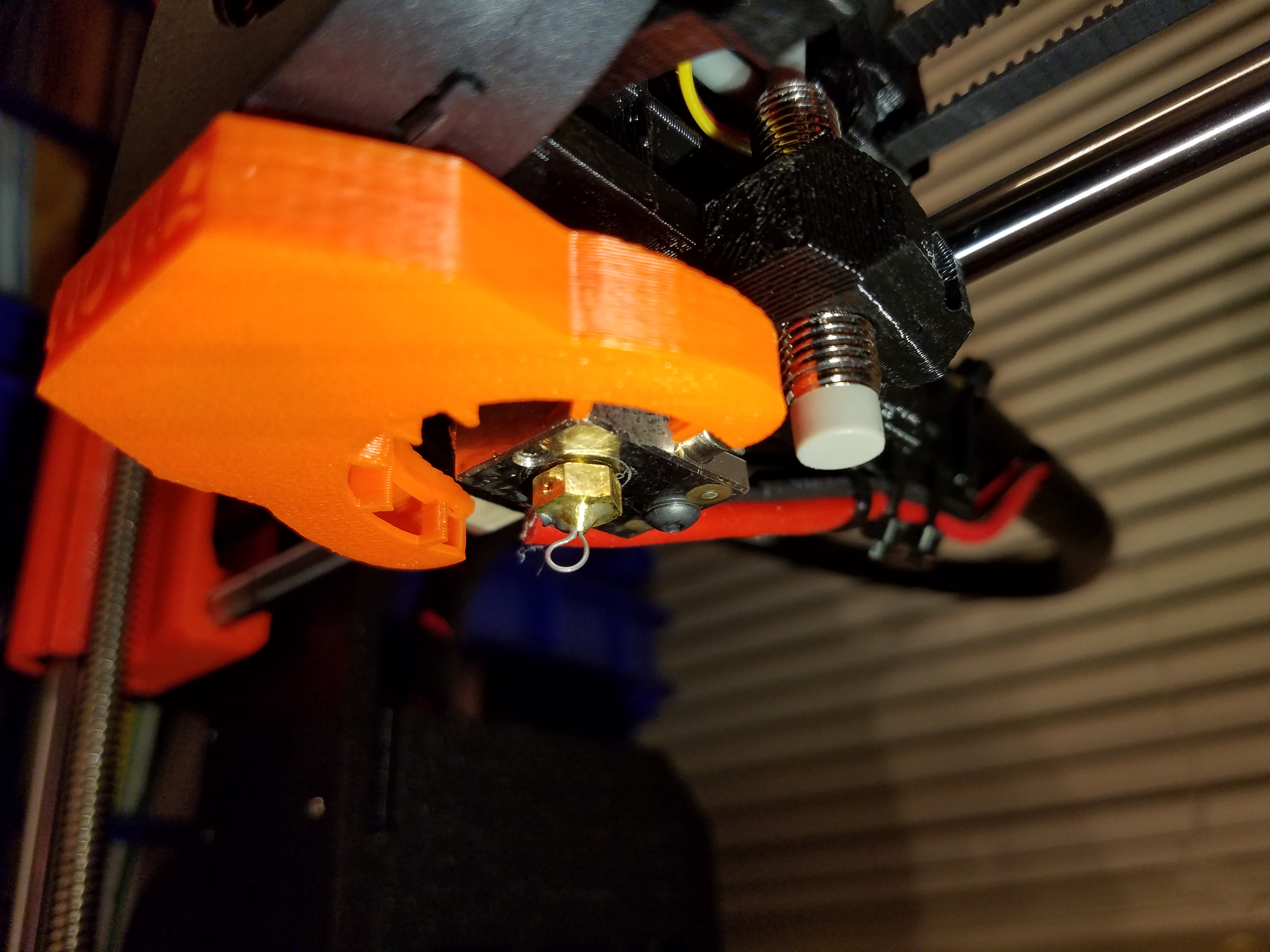
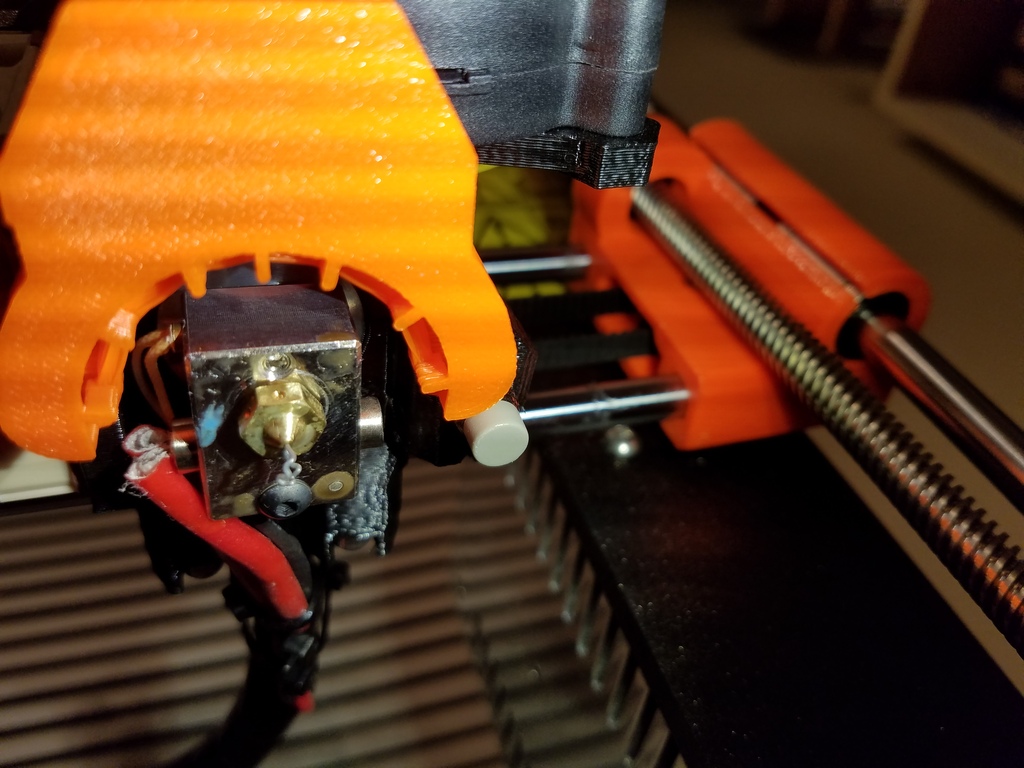
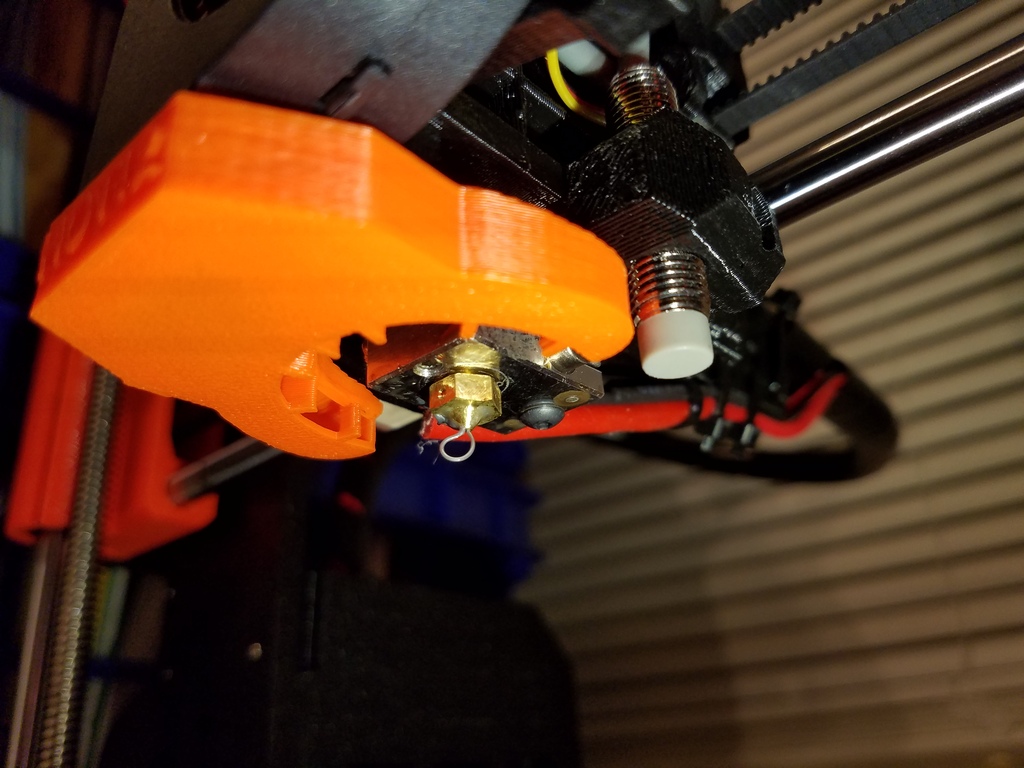
Another symptom I'd noticed is that rather than extruding a tiny straight bit out while warming up to print (which was usually wiped off during the starting run of the print) the little bit was oozzing out and curling up, often enough to touch and stick to the nozzle. Curling extrusion can mean a partially clogged nozzle. First I tried unclogging it with a needle and by unloading and reloading the filament. When that didn't change anything I swapped out the nozzle with a shiny new, genuine e3d 0.4mm nozzle (from MatterHackers) already on hand "just in case." But it made no difference either. The ooz still curls.
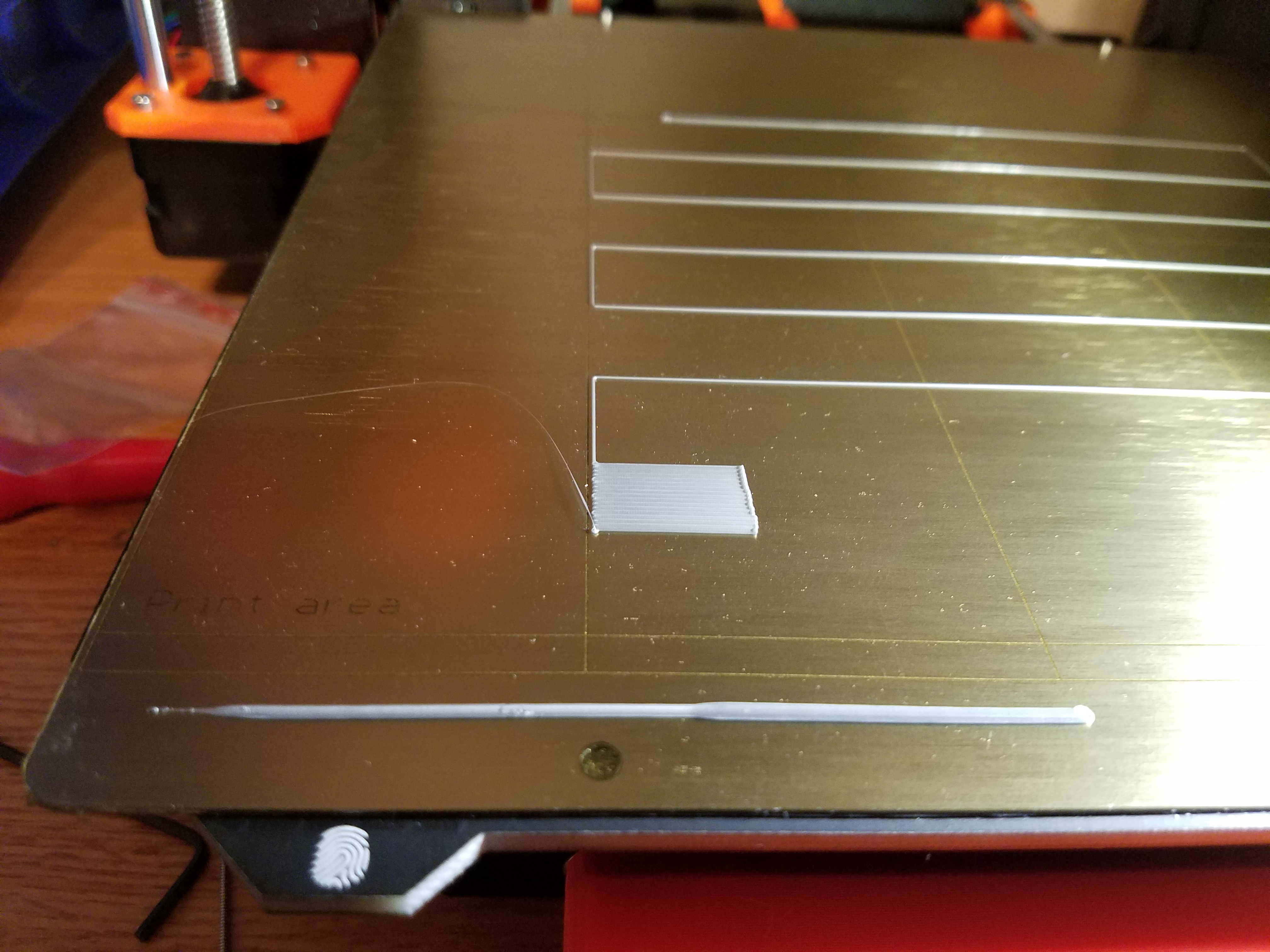
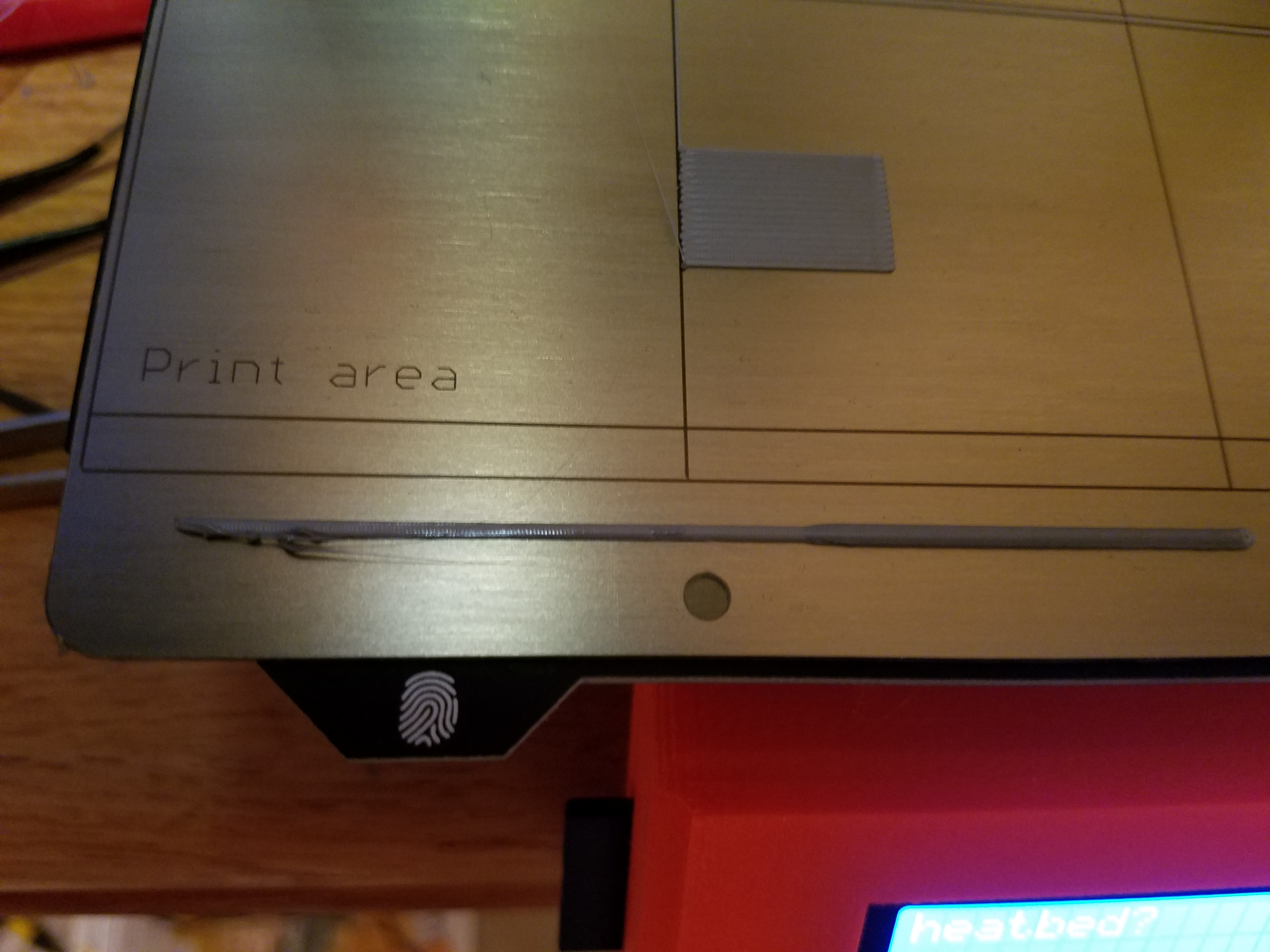
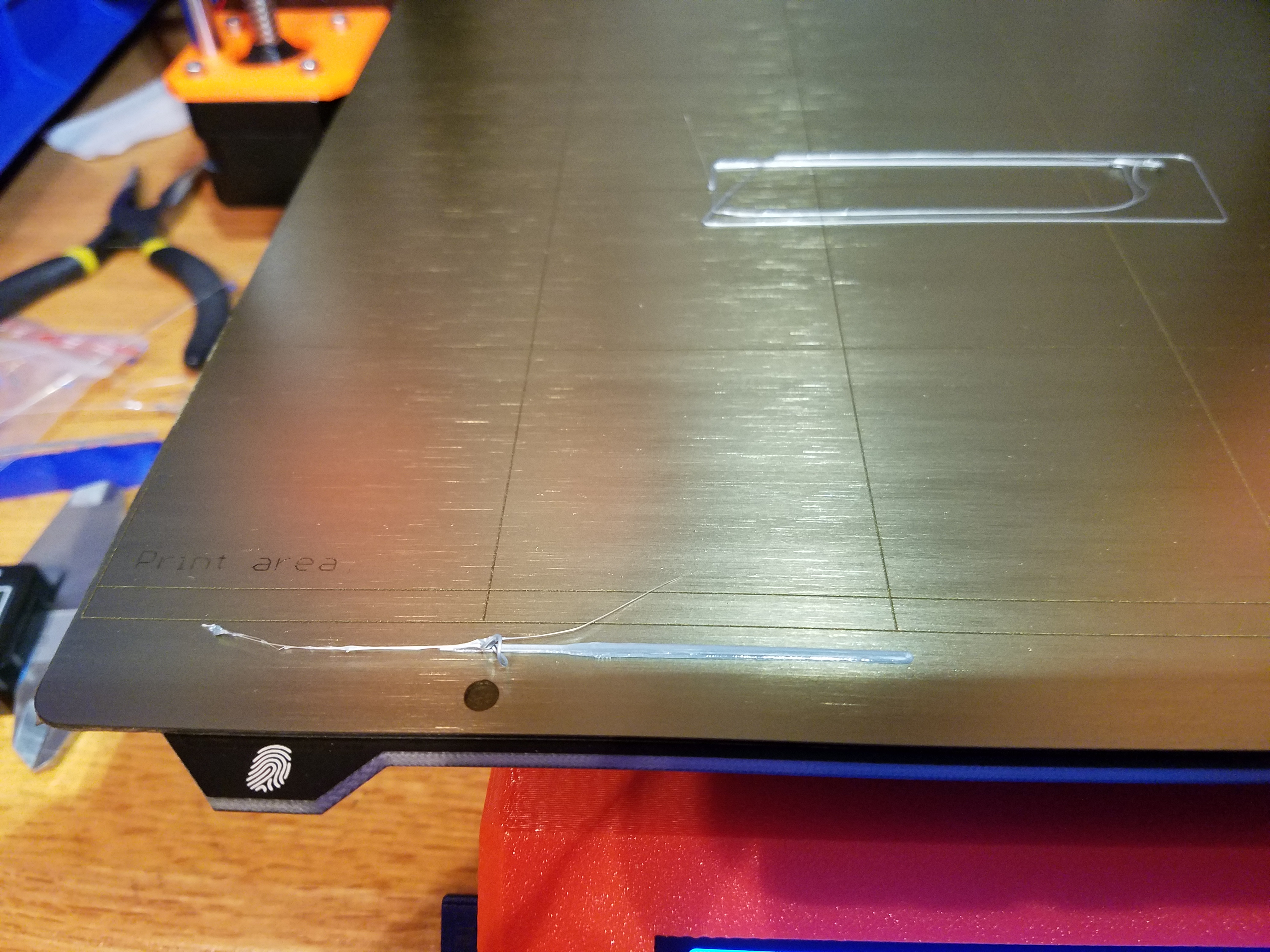
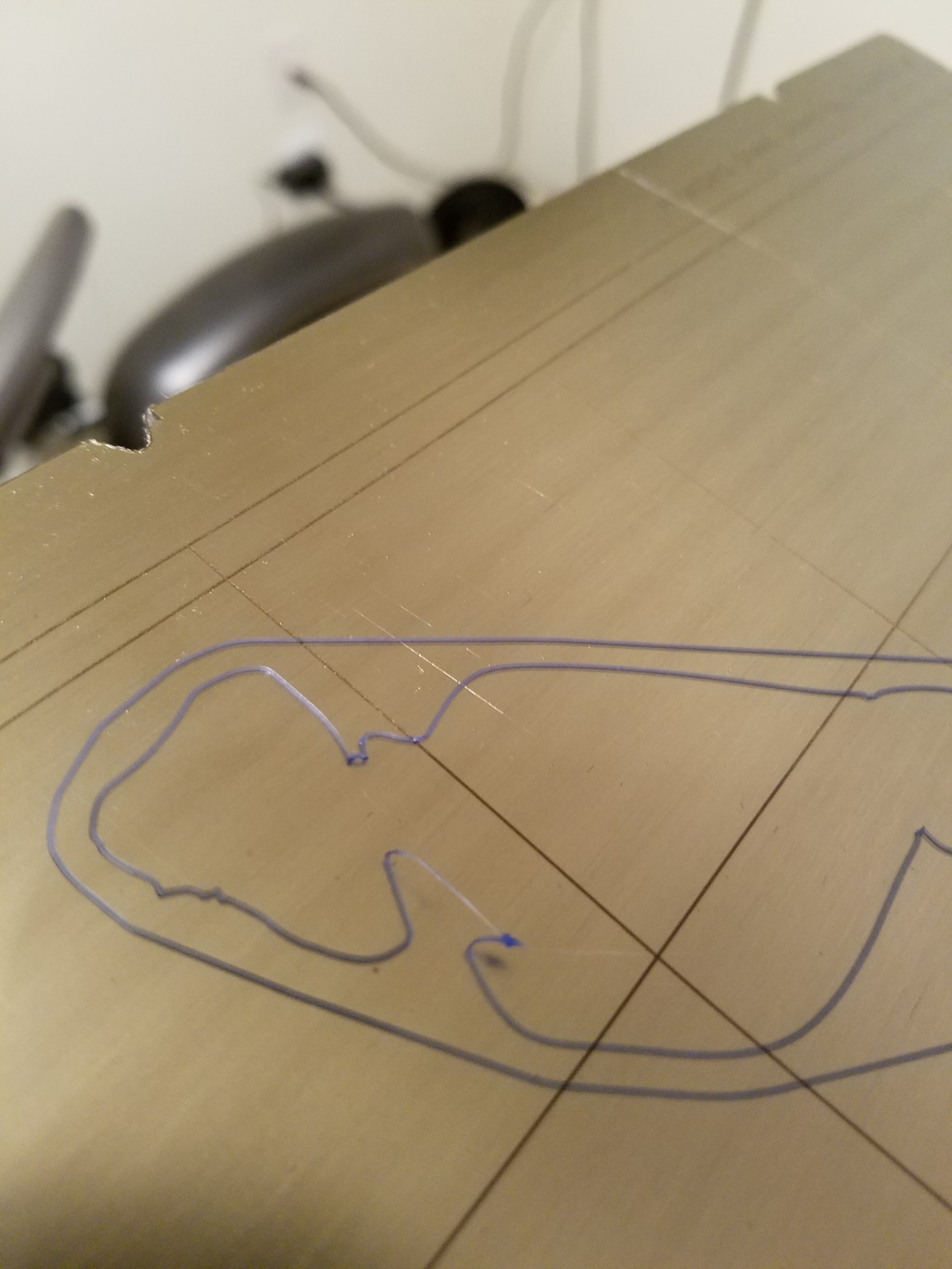
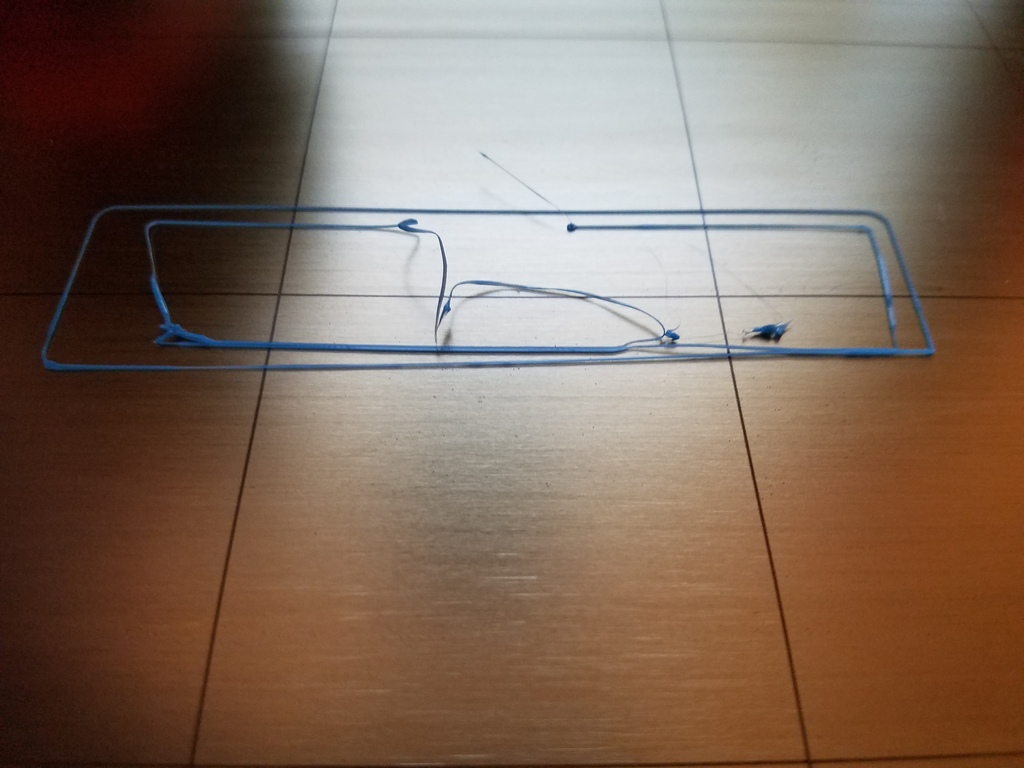
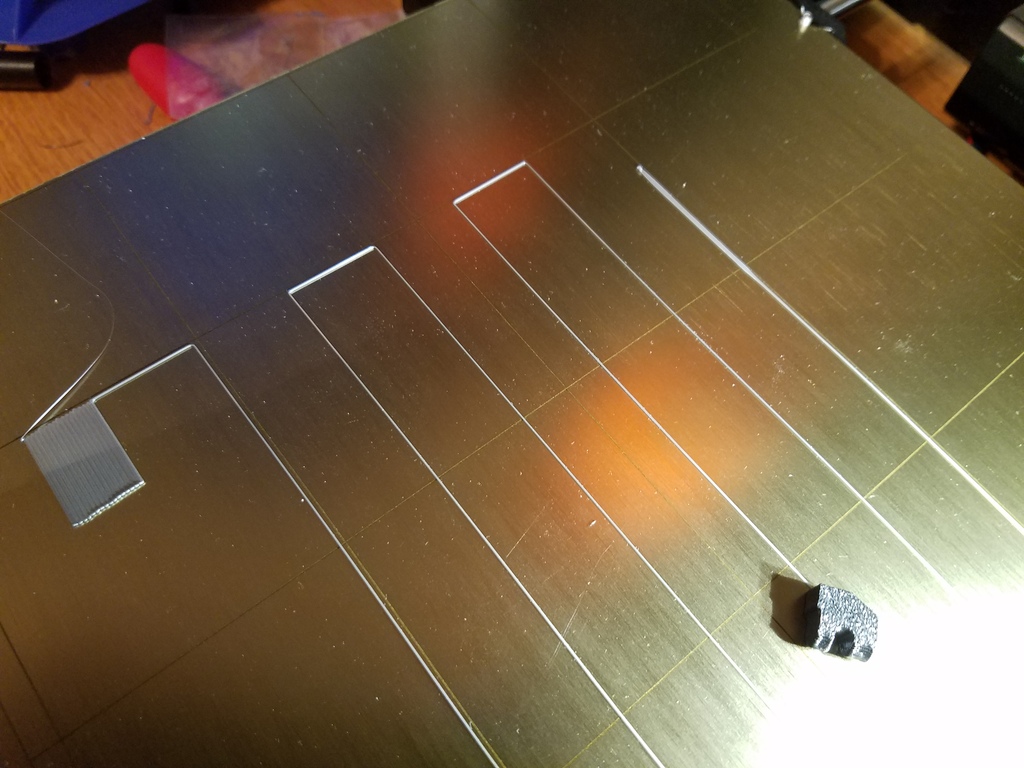
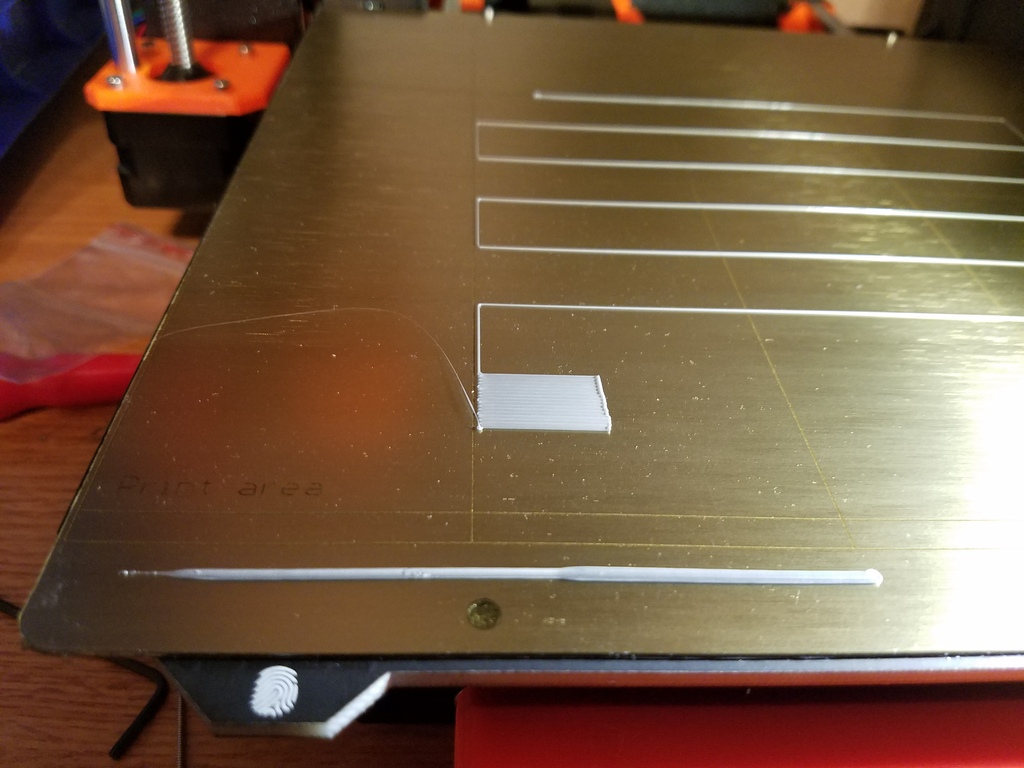
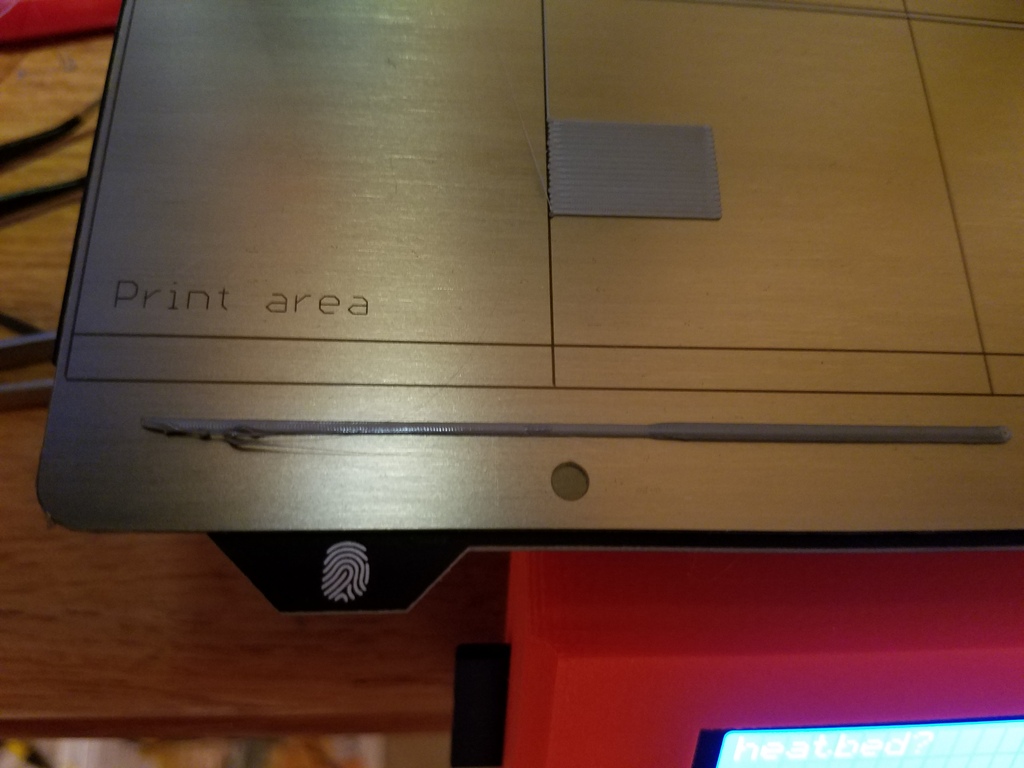
Having changed the nozzle, however, I had to go through the bed leveling and first layer Z tuning. This changed things ever so slightly. I was able to get the first layer Z to render its little square tab at exactly 0.20mm (measured with calipers) but still the lead in would sometimes fail to stick (see the cut corner right above the tab) and when pulled off the build plate the square tab wasn't holding together like it used it.
Searching my memory for ANYTHING that might have changed I realized that it was pretty cold, say the 50's Fahrenheit or the 10's Celsius, the first couple of weeks when I finally got the printer working but it has since warmed up to the 80's (mid 20's C). We like it cold so we'd let the house be colder than usual so maybe...?
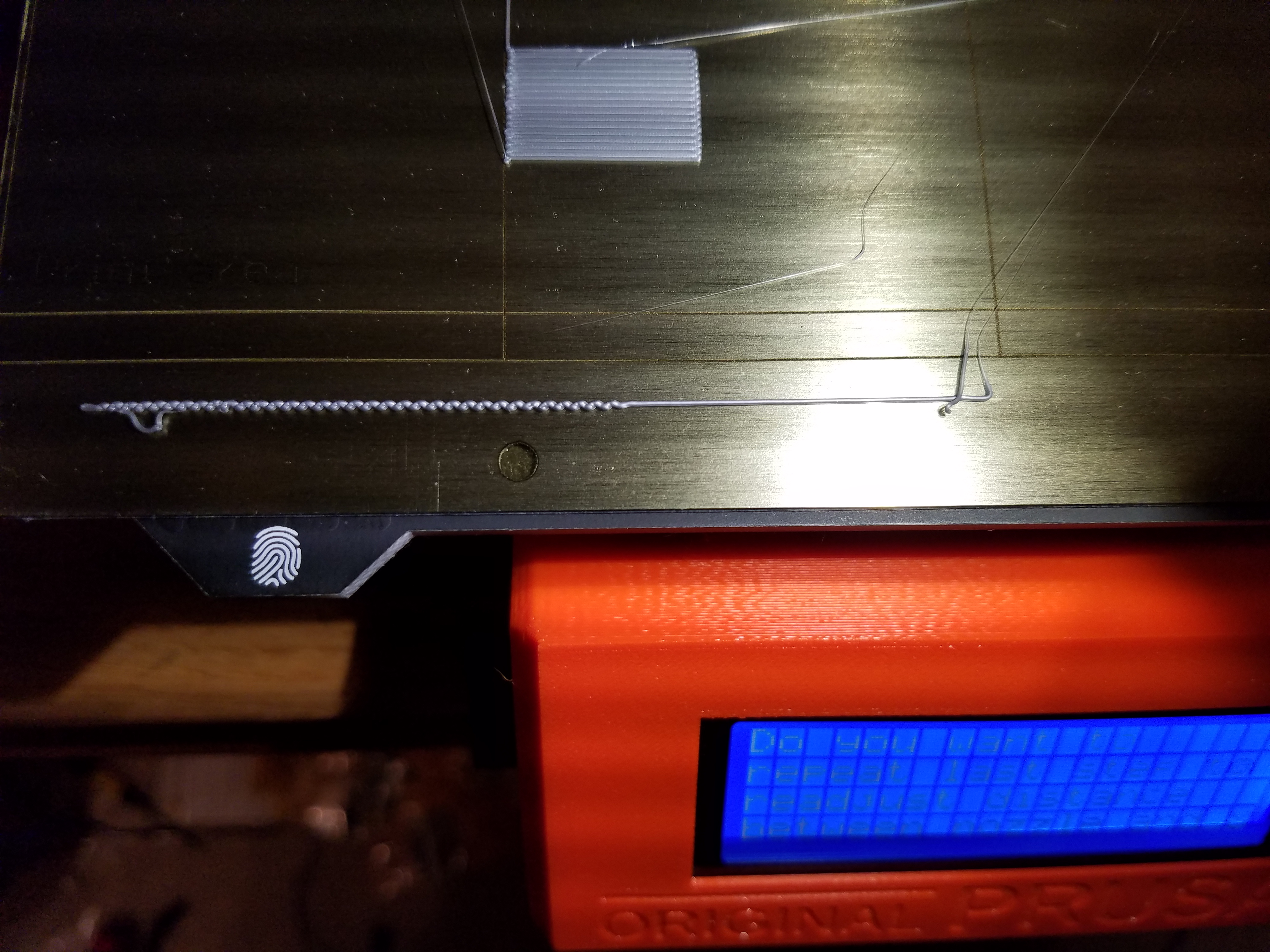
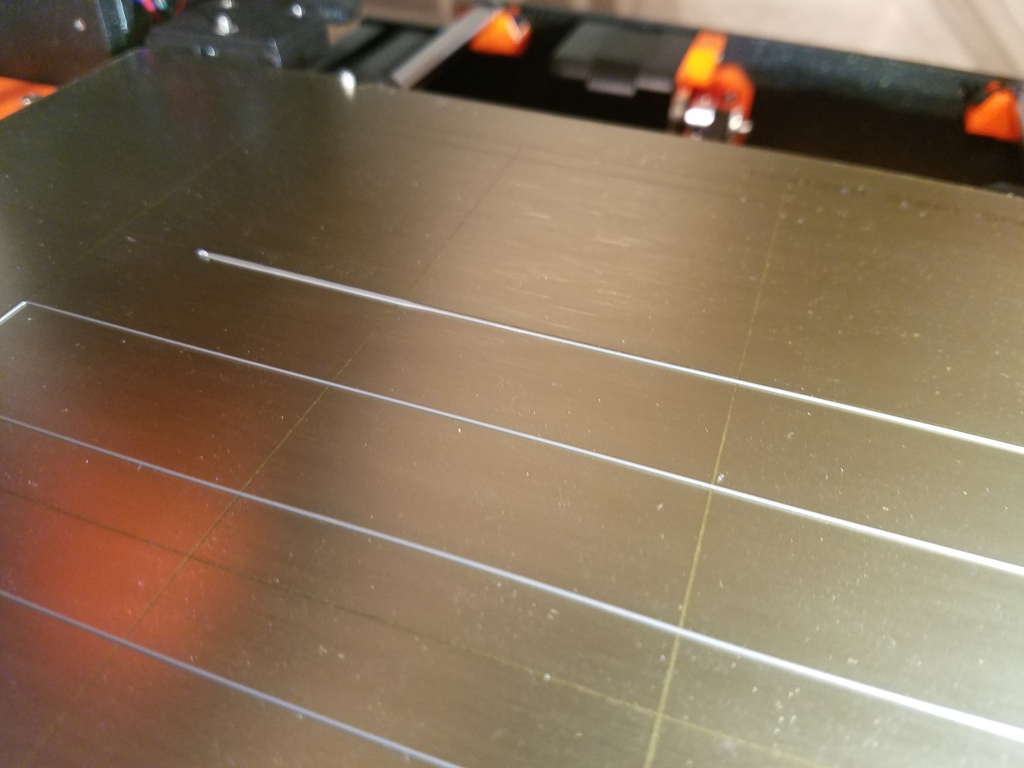
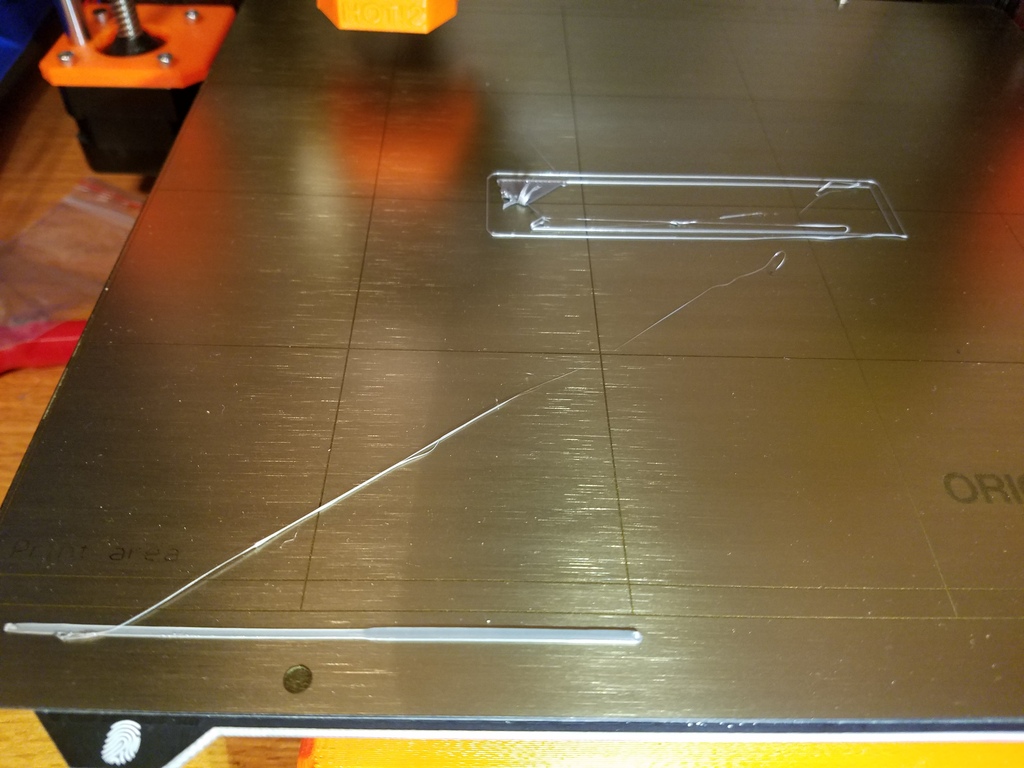
I tried turning the AC down. That didn't help. And turning on the room's fan too (can't remember if it was on back when things were working), again no help. Luckily we has another cold snap. I even opened the window and got the room down to 58 degrees (14.4 C), way colder than my original success - but it did seem to help a little. But not nearly enough. Despite exactly 0.20mm first layer Z passes weren't joining so I live adjusted Z down further and passes started fusing but then the nozzle just started ripping things back up and fast as it was laying them down.
Dragonfly_good.jpg at 1024 x 768
Dragonfly_bad1.jpg at 1024 x 768

Dragonfly_bad2.jpg at 1024 x 768
MK3_PLA_PRUSA_200um_19M_blue.jpg at 1024 x 768
MK3_PLA_PRUSA_200um_19M_silver.jpg at 1024 x 768
First_layer_Z.jpg at 1024 x 768
First_layer_Z_removed.jpg at 1024 x 768
MK3_PLA_PRUSA_200um_19M_at_58F.jpg at 1024 x 768
curl_nozzle1.jpg at 1024 x 768
curl_nozzle2.jpg at 1024 x 768

curl_extruded.jpg at 1024 x 768
=== new ===
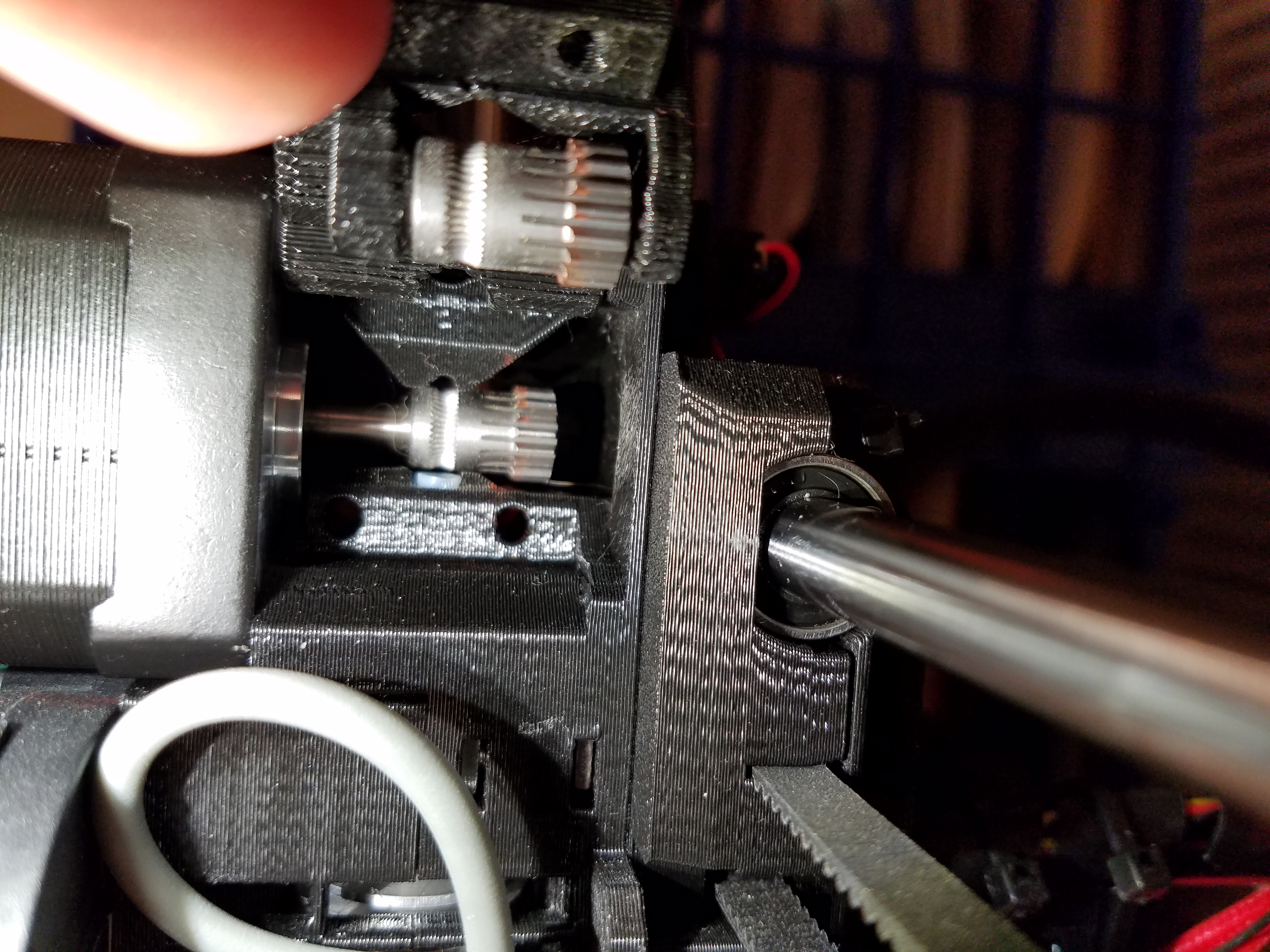
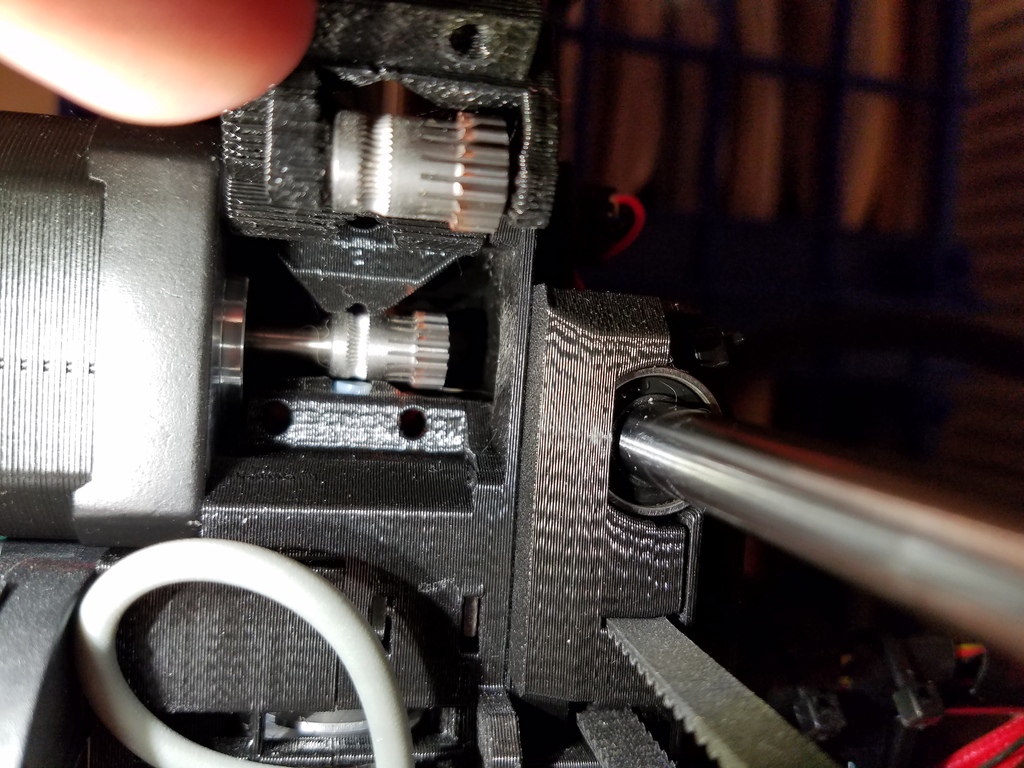
ExtruderGears.jpg at 1024 x 768

ExtruderMarksOnFilament.jpg at 1024 x 768

BadFirstLevelA.jpg at 1024 x 768
BadFirstLevelB.jpg at 1024 x 768
BadFirstLevelC.jpg at 1024 x 768

LoopingNozzle.jpg at 1024 x 768
LoopingNozzle2.jpg at 1024 x 768

StillFails_3.2.0-RC1.461.jpg at 1024 x 768







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}